SYSTEMOVERVIEW
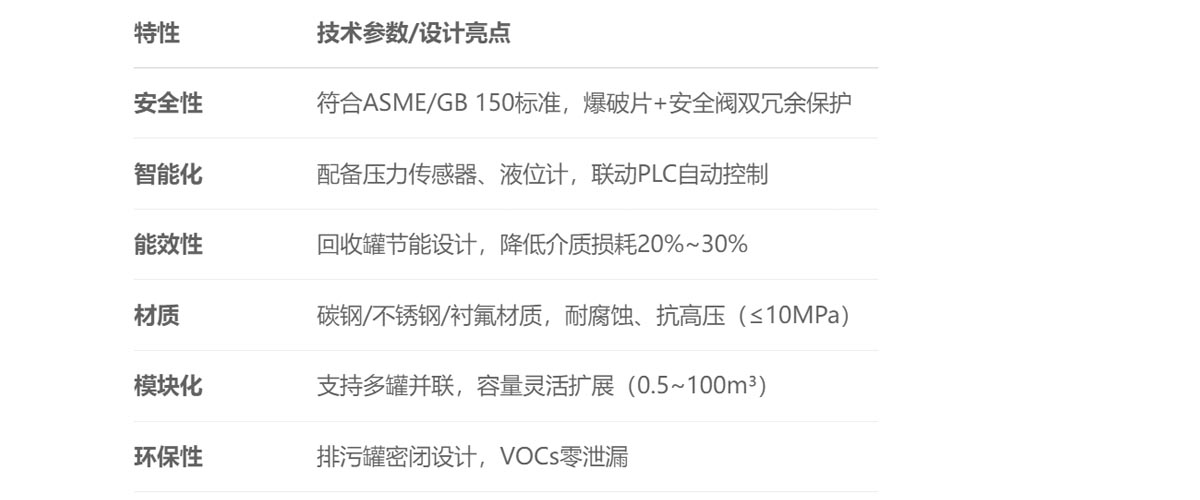
亿镨气体储罐系统是专为工业气体处理流程设计的压力容器组合,包含缓冲罐、排污罐、回收罐、分离罐四大核心组件,通过协同作用实现气体系统的压力稳定、介质回收、杂质分离和能源优化。该系统广泛应用于化工、能源、电子及环保领域,具有安全性高、能效突出、智能化控制等特点。

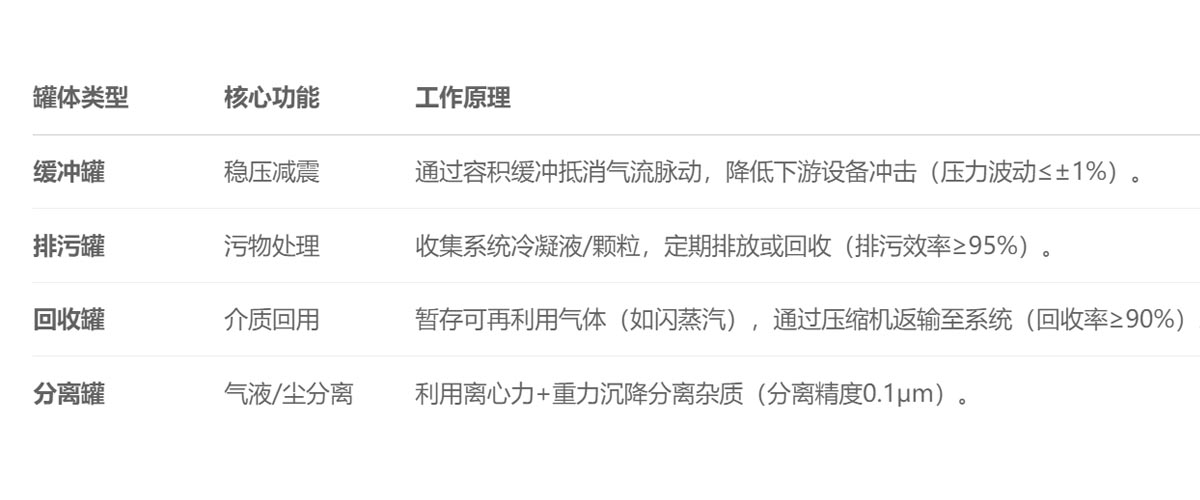
Working Principle
COREADVANTAGE
满足特殊工况
专业非标定制
循环再生工艺
大大降低使用成本
双塔结构,压力波动小
噪音低,连续供气

操作便利减少人工
提升效率

预设多级安全保护措施
自动报警
1万小时后仍保持低故障率
耐用性几乎无需维护
TECHNICALSTRENGTH

采用高性能分子筛吸附剂,具备高吸水容量、抗酸性气体(H₂S/CO₂)腐蚀能力,确保露点≤-70℃的深度脱水效果。
独创热氮气再生工艺,相比传统电加热再生能耗降低30%,并集成余热回收系统,显著提升能效。

核心设备采用模块化预制,支持快速部署(安装周期缩短50%),适应海上平台、陆上气田、LNG预处理等多样化场景。
可根据客户需求定制单塔、双塔或多塔并联系统,处理量覆盖1万~100万Nm³/d,灵活匹配不同规模气田。

搭载PLC+IoT智能控制系统,实时监控压力、温度、露点等关键参数,支持故障预警与自动调节。
通过云端大数据分析,优化吸附-再生周期,延长分子筛寿命,降低运维成本10%-15%。
再生尾气零排放设计,符合欧盟CE、美国EPA等环保标准。
能耗较传统三甘醇(TEG)脱水系统降低25%-40%,助力客户实现碳减排目标。
分子筛采用抗粉化涂层技术,使用寿命达5年以上,减少更换频率。
关键部件(如阀门、仪表)选用国际一线品牌(如西门子、艾默生),MTBF(平均无故障时间)超10万小时。
拥有19+项脱水技术专利和软件著作,研发团队由博士领衔,与大学院校深度合作。
全球1000+成功案例,覆盖中东高含硫气田、北极低温环境等极端工况。
APPLICATIONSCENARIOS
Technical Characteristics
亿镨气体储罐,专注非标定制,满足不同工况使用